




、铁钉、焊条头号做成锥形楔子,楔入渗漏的孔洞中,堵住渗漏或削减渗漏;就可像正常焊接操作办法那样进行焊补。
此办法操作也最简略,捻、挤、压便是运用外力,如:用尖锤、扁头錾子等,将渗漏处捻压封闭一部分,发明可焊接的条件后,进行焊接(也有人将此法称之为錾堵法或铆接焊法)。
详细办法是:首先在渗漏处边际堆焊起部分焊肉,然后用尖锤、扁头錾子、焊接铜轮等将渗漏处周围的金属挤向孔内,使其孔缩小堵住渗漏处。或用塑性好的铁丝、焊丝、焊条芯等,把裂缝塞住连铆带焊,边焊边锤击揉捏直至止住渗漏。
然后,先运用酸性电焊条,沟通焊接电源,选用小电流进行浅焊、快焊。这是由于,酸性焊条与碱性焊条比较:对油、水、锈等氧化物不太灵敏。
最终:再选用强度高、耐性和抗裂性好的碱性焊条均匀掩盖一层。由于在整个焊补进程中需求锤击焊缝。所以,称之其为锤击捻压焊补法。
此办法适用于低压容器及管道的裂纹、气孔或缩孔和压力较低的水、汽等介质及管厚在3.5mm以上的碳素钢管道或容器的其他渗漏部位的带压焊接。施焊时应尽量运用小直径电焊条,焊接电流比正常时的焊接电流要大10%左右,焊接操作要选用快速焊接法。
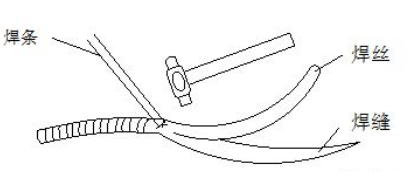
有些裂纹较宽或砂眼、气孔直径较大时,选用锤击捻压法焊补有困难,可先用适宜的铁丝或焊条头将裂纹或孔洞塞堵住,以减小渗漏的压力和流量,接着进行快速焊接。
有些裂纹的周边不规则时,可选用焊条头、薄铁片等塞堵进去再快速焊接。此法操作的关键是:一次只能先塞堵一段,然后快速焊一段,即阻塞一段焊一段,直至把整个焊缝悉数焊完。
此办法是运用物体的热胀冷缩的原理,选用从裂纹的两头向中心断续焊接操作办法,依托其焊缝内部的热应力到达渗漏处部分暂时闭合的办法。它适用于金属疲惫裂纹、焊口裂纹等情况。
详细办法是:运用电弧焚烧发生的高温高热,运用长弧(电弧长度L≥焊条直径φ的1.5倍)向渗漏处加热运条,此刻仔细调查渗漏处,待裂纹因受电弧热而胀大在渗漏处边际呈现瞬间闭合一小段后,立刻回来压低电弧构成短弧(电弧长弧L≤焊条直径φ)予以断续焊接。就这样循环往复,直到焊接修正作业完结。
关于因腐蚀、磨损形成的渗漏,此刻不要对渗漏处直接焊接,要防止渗漏处被烧穿而形成更大的焊接困难。应在渗漏处的周边像燕子衔泥垒窝那样,也可称之为农村包围城市的办法;一点一滴地向中心方位焊接直至填满焊完。
逐步缩小渗漏处的面积,在最终收弧的那个点上,用小直径的电焊条、较大的焊接电流填满弧坑,封住电弧的收弧处;并立即用锤击敲定。以防止焊缝收弧处呈现的疏松与气孔。
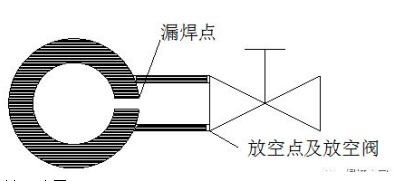
此办法应用于不可以运用捻、挤、压焊接办法的工件或压力大、罐(管)壁薄及资料强度高的场合。可以先焊一段管子选用阀门或其办法为把带压介质导离焊接区域,待焊接作业结束后,再封闭阀门或拧紧螺钉,予以止漏(也有人将此法称之为引流法或放空法)。待停机检修时,再从头进行焊接修正。
也可以依据渗漏处焊接区域情况,为了可以更好的确保焊接进程顺顺利利地进行,先焊好三面U形后,将剩下的窄口用石棉绳等扎身后再焊接。此法运用于磨损或腐蚀面积较大的平面和弧面上。
管道因腐蚀或磨损而呈现大面积走漏时,用一段同径或正好抱住走漏管径的管子组成为一个套袖管,套袖管的长短尺度视走漏处的面积和长短而定。
把套袖管对称切割成两半,焊上一个导流管,详细焊法与导流焊接法相同。在焊接次序上应先焊接管子与套袖的环缝,最终焊接套袖的纵焊缝。
